VERICUT Force: Tối ưu hóa gia công khuôn linh kiện ô tô – Miju Precision Co., Ltd. MIJU PRECISION Co., Ltd., Tọa lạc tại thành phố Hwaseong, Hàn Quốc, được thành lập vào năm 1990. Nhà sản xuất khuôn ép phun hàng đầu Hàn Quốc sản xuất khuôn mẫu trong nhiều lĩnh vực khác nhau như đồ gia dụng và phụ tùng ô tô. Đây cũng là nhà cung cấp hàng đầu cho Samsung Electronics.
Bất chấp cuộc suy thoái gần đây và sự suy thoái trong ngành khuôn mẫu, MIJU vẫn duy trì hoạt động kinh doanh tốt bằng cách giành được các dự án dựa trên công nghệ xuất sắc của mình nhưng không phải không gặp khó khăn.
Một bộ phận khuôn điển hình đòi hỏi thời gian gia công dài và khách hàng ngày càng yêu cầu thời gian giao hàng ngắn hơn. Kết quả là, bộ phận bán hàng, liên tục phải đối mặt với tình trạng giao hàng chậm trễ do thời gian xử lý thông thường, đã gặp khó khăn trong việc giao dịch với khách hàng. Đã biết đến mô-đun tối ưu hóa lực của VERICUT và khả năng giảm thời gian gia công của nó, MIJU đã liên hệ với CGTech. Với sự trợ giúp của CGTech, MIJU đã bắt đầu thử nghiệm mô-đun Force đầu tiên vào tháng 8 năm 2023.
Thử nghiệm gia công chi tiết – Khuôn linh kiện ô tô
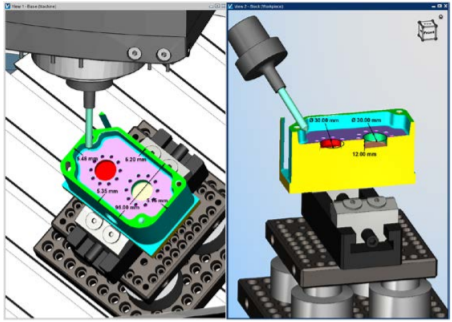
Thành phần khuôn kiêm tra là dạng thép (HP4M) kích thước bao 960 x 980 x 197.19 mm (X*Y*Z).
Thành phần khuôn này được gia công với 81 chương trình NC và dung lượng tệp 292MB gia công trên máy OKUMA. Trong số 81 chương trình này, 13 chương trình tương ứng với quy trình gia công thô đã được hoàn thành, do đó, thử nghiệm tối ưu hóa lực đã được thực hiện trên 68 chương trình NC cho quy trình bán tinh và tinh.
Chiến lược tối ưu hóa của VERICUT Force optimization
Cài đặt độ dày phoi (Chip thickness)
Bước tiến trên mỗi răng (Fz) được xác định bởi trục xoay, bước tiến và số răng, biểu thị độ dày phoi tối đa. Để đạt được hiệu quả gia công cao nhất, điều cần thiết là phải duy trì độ dày phoi tối đa trong quá trình cắt. Các bên thử nghiệm đã quyết định rằng giá trị Bước tiến trên mỗi răng đối với vật liệu hiện tại, thép khuôn HP4M, có thể không phù hợp, do đó, cài đặt tối ưu hóa được đặt ở 95% giá trị độ dày chip, có được thông qua phân tích Lực. 95% được lựa chọn dựa trên dữ liệu và bí quyết tích lũy của CGTech thông qua các thử nghiệm khác nhau trước đây do CGTech thực hiện..
Thiết lập lực cắt
Đối với quá trình gia công thô và bán hoàn thiện, lực cắt được đặt ở mức 95% và đối với quá trình hoàn thiện là 90% giá trị được phân tích.
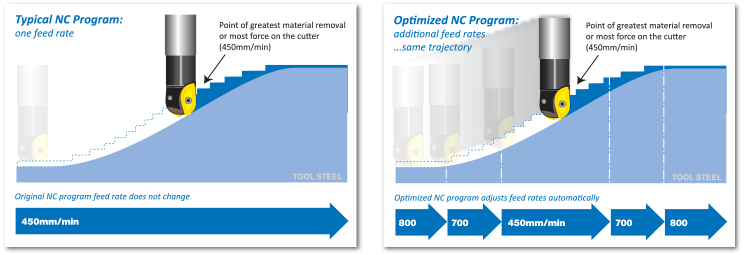
Tối đa hóa lượng tiến dao
Tốc độ cắt tối đa trong quá trình cắt được đặt tăng gấp đôi với tooics độ hiện tại.

Air-cut feed rate
Tốc độ tiến dao khi không cắt (air-cut) và tốc độ chạy dao nhanh được áp dụng với tốc độ cao nhất, được đặt ở mức tối đa là 10.000 mm/phút. Bước tiến air-cut nghĩa là tốc độ tiến dao tối đa khi dụng cụ không chạm vào vật liệu đối với các lệnh G01, G02 và G03.
Các cài đặt tối ưu hóa ở trên giúp có thể chế tạo một bộ phận một cách an toàn bằng cách sử dụng tốc độ tiến dao tối ưu trong khi vẫn duy trì độ dày phoi tối đa nhất quán. Tốc độ tiến dao được tự động giảm để tránh quá tải và tăng lên khi có thể, dẫn đến thời gian gia công ngắn hơn.
VERICUT Force phân tích so sánh
Trường hợp 1
Trước nên anh xem xét phân tích lực cắt thử nghiệm khi tiện thô với dao cầu D12 để kiểm tra (biểu đồ 1).
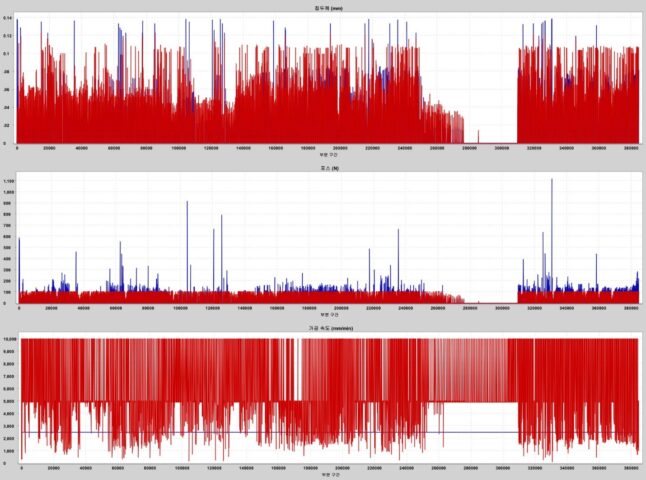
Phân tích cho thấy một số đoạn bị quá tải với lực cắt lên tới 1.200N. Do đó, cài đặt lực cắt được hạ xuống 95% hoặc 105N và tình trạng quá tải đáng kể được tối ưu hóa với bước tiến an toàn hơn. Điều kiện độ dày chip được đặt ở 0,138 mm và bước tiến được đặt ban đầu ở mức 2.500 mm/phút, được tăng lên 5.000 mm/phút. Nhờ những điều chỉnh này, thời gian gia công trong VERICUT đã giảm từ 6 giờ trước đó xuống còn 3 giờ 40 phút, tương ứng với mức giảm khoảng 40%.
Chúng ta hãy xem xét kỹ hơn một trong những phần quá tải. (Biểu đồ 2) Quá tải xảy ra do tốc độ vào dao không đủ chậm khi dao đi vào hướng Z (phần vào dao chìm). Force đã tối ưu hóa nó với tốc độ nạp an toàn hơn. Biểu đồ Lực (Biểu đồ 2) hiển thị các đột biến trên đường màu xanh lam (trước khi tối ưu hóa), được điều chỉnh bằng Lực (ở đường màu đỏ) để tránh quá tải và cắt an toàn. Sau khi tối ưu hóa, lực cắt giảm từ 1.118 N xuống 92 N. Tốc độ tiến dao giảm từ 2.500 mm/phút xuống 100 mm/phút.
Trường hợp 2
Trường hợp thứ hai cần xem xét là giá trị phân tích của quá trình hoàn thiện bằng dao cầu D12.
Vì tốc độ tiến dao và chất lượng bề mặt rất cần thiết cho quá trình hoàn thiện nên độ dày phoi và lực cắt được tối ưu hóa bằng cách sử dụng các cài đặt an toàn hơn, giúp tiết kiệm thời gian và chất lượng bề mặt tốt hơn. Cài đặt lực cắt được đặt thành 99 N, bằng 90% giá trị phân tích và cài đặt độ dày phoi được đặt thành 0,15 mm, nhưng tốc độ tiến dao chậm hiện tại là 2.000 mm/phút đã tăng gấp đôi lên 4.000 mm/phút. Kết quả là thời gian cắt giảm khoảng 24% từ 23 giờ xuống còn 18,5 giờ.

Biểu đồ lực lượng cung cấp phán đoán trực quan
Biểu đồ lực giúp quá trình phân tích được tin cậy và trực quan hơn. Biểu đồ Lực chỉ hiển thị khoảng 3% toàn bộ đường chạy dao vượt quá lực cắt, điều này hỗ trợ cho quyết định áp dụng cài đặt lực cắt 95% cho các quy trình gia công thô/bán tinh. Mặc dù phần quá tải chỉ chiếm 2-3% tổng số, việc duy trì tốc độ tiến dao không hiệu quả nhằm mục đích gia công an toàn ở những khu vực này dẫn đến cài đặt tại chỗ không hiệu quả, dẫn đến tăng thời gian gia công. Ngoài ra, biểu đồ Lực còn hiển thị tỷ lệ giữa các phần cắt không khí và không tải. Trong trường hợp này, khoảng 30% đường chạy dao là các phần cắt không khí hoặc không tải.

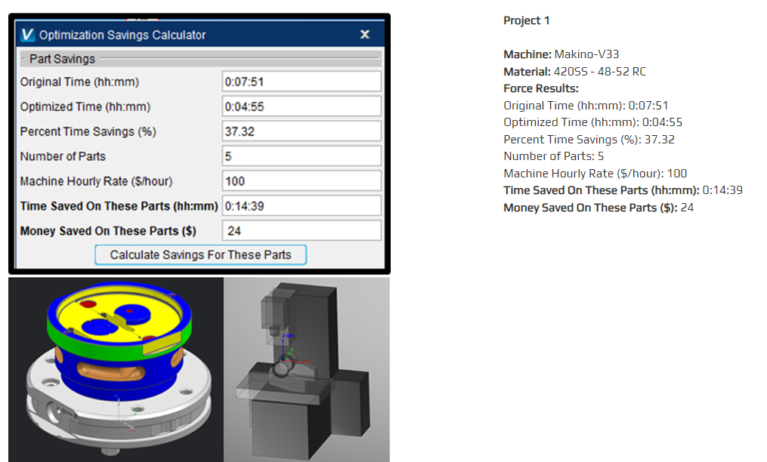
Giảm 35% thời gian gia công với Force optimization
Phần mềm tối ưu hóa mà MIJU đang sử dụng ước tính thời gian cắt là 192 giờ. MIJU thường dự kiến thời gian cắt tăng 15% do sự tăng tốc/giảm tốc của máy công cụ, do đó thời gian cắt cuối cùng ước tính là 220,8 giờ, tức là khoảng 9 ngày.
VERICUT Force sau khi mô phỏng ước tính thời gian cắt là 118 giờ và thời gian cắt thực tế là 144 giờ (6 ngày) với 26 giờ thời gian được thêm vào từ việc tăng/giảm tốc máy, giúp giảm thời gian 35%. Kỹ sư bán hàng CGTech, Il-Chan Cho, nói, “As it is a test process, we have not been able to grasp all the data of the MIJU. Despite this, we achieved good results even though the optimization was done without thorough analysis processing – Vì đây là quá trình thử nghiệm nên chúng tôi chưa thể nắm bắt được tất cả dữ liệu của MIJU. Mặc dù vậy, chúng tôi đã đạt được kết quả tốt mặc dù việc tối ưu hóa được thực hiện mà không cần xử lý phân tích kỹ lưỡng.” thêm vào đó, “Considering that optimizing the roughing process with VERICUT Force tends to show an even more dramatic time reduction, I believe that the overall cutting time including the roughing, which would take 15 days to process, could have been completed within nine days with Force – Xem xét rằng việc tối ưu hóa quy trình gia công thô bằng VERICUT Force có xu hướng giảm thời gian đáng kể hơn, tôi tin rằng tổng thời gian cắt bao gồm cả gia công thô, sẽ mất 15 ngày để xử lý, có thể được hoàn thành trong vòng chín ngày với Force”.
Sau khi thử nghiệm thành công, MIJU đã chia sẻ kết quả nội bộ và chủ tịch MIJU đã phê duyệt việc mua một bản sao của mỗi VERICUT và Force, bao gồm cả chức năng mô phỏng EDM vào tháng 11 năm ngoái. Ông Jong Jae Lee, Giám đốc điều hành và chủ tịch của MIJU cho biết, “Through this test, we clearly understand the excellence of VERICUT. However, whether the software implementation was successful or not is determined by how well our staff utilizes the software. CGTech is providing training sessions to familiarize MIJU employees with the software – Qua thử nghiệm này, chúng tôi hiểu rõ sự xuất sắc của VERICUT. Tuy nhiên, việc triển khai phần mềm có thành công hay không được quyết định bởi mức độ nhân viên của chúng tôi sử dụng phần mềm. CGTech đang cung cấp đào tạo các buổi để nhân viên MIJU làm quen với phần mềm“.
Ông Il-Chan Cho kỹ sư bán hàng CGTech nói, “MIJU sẽ cần cơ sở dữ liệu về điều kiện cắt được hệ thống hóa về RPM, tốc độ tiến dao, v.v. để cải thiện năng suất bằng Force. Để làm được điều này, CGTech sẽ liên tục hỗ trợ MIJU“.
Sourse: MIJU PRECISION – VERICUT USA (cgtech.com)
Liên hệ với Vietbay để được tư vẫn miến phí: